











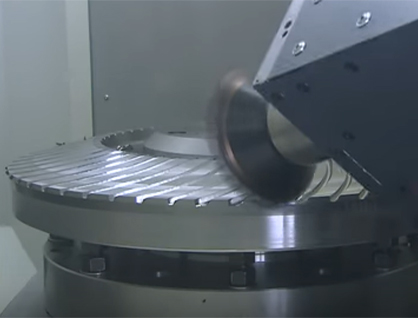
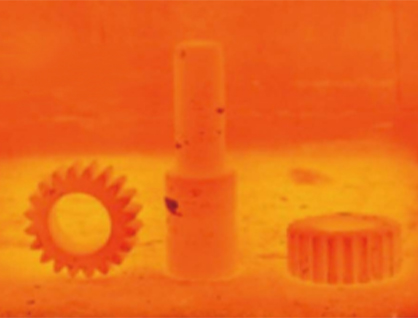
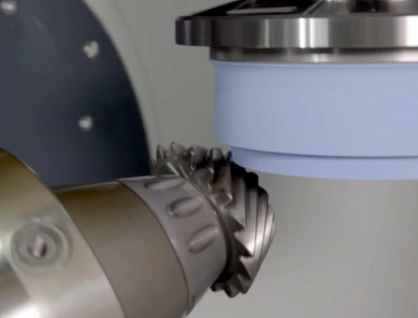
Productieproces




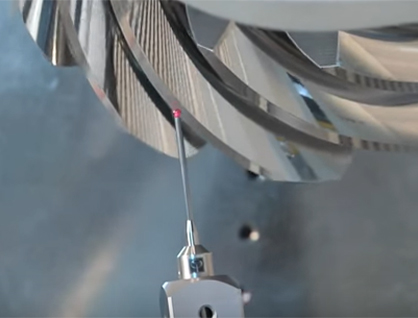
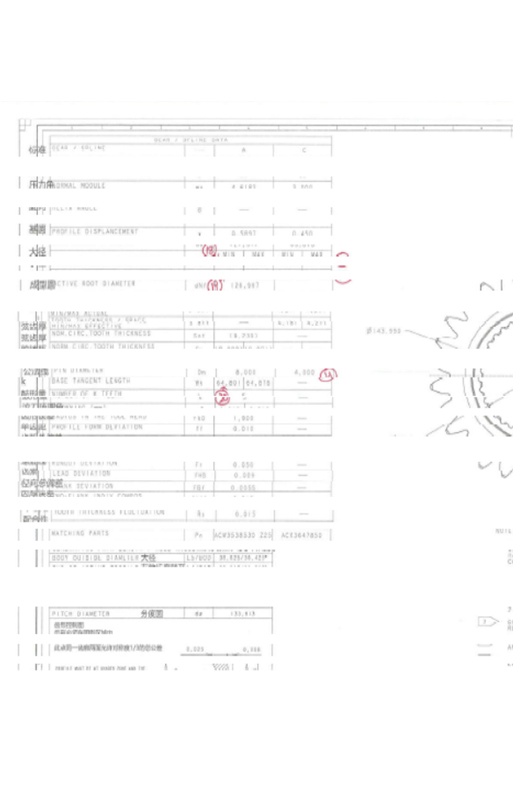
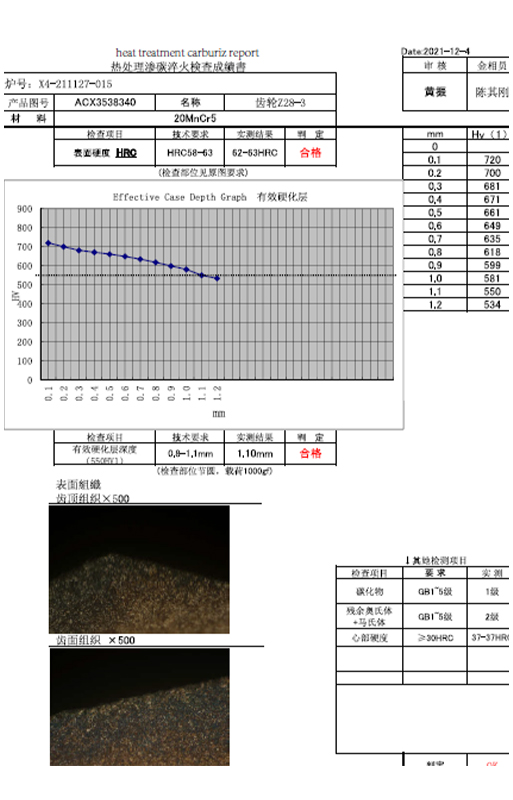
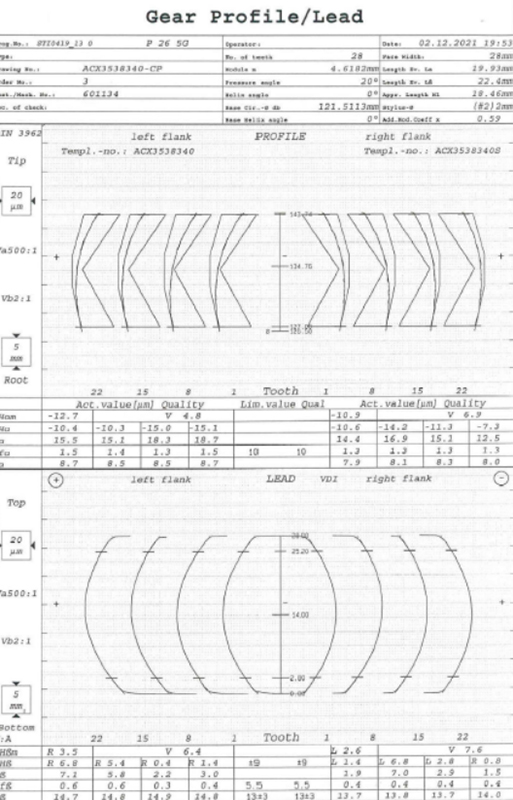
Inspectie

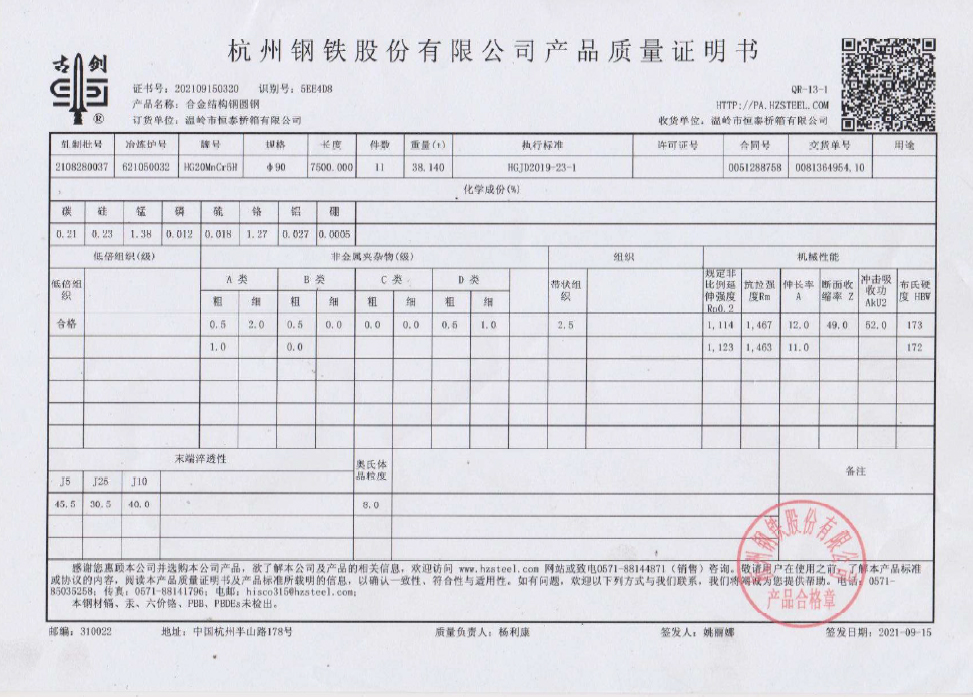
Rapporten

Pakketten



Onze videoshow
Schrijf hier je bericht en stuur het naar ons.
Vergelijkbare producten
-

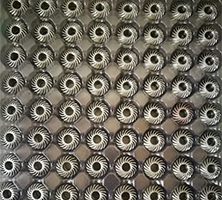
Spiraalvormige hypoid tandwielen, kegeltandwielen voor landbouwtoepassingen...
-

Tandwiel Hypoid Bevel Gears Tandwielset voor versnellingsbak
-

Hypoid kegeltandwielset met hoge snelheidsverhouding voor...
-

Hypoïde kegeltandwielen, spiraaltandwielen voor auto's
-

Hypoïde tandwielen gebruikt in elektrische medische apparaten...
-

Hypoïde tandwielen, spiraalvormig differentieel, kegelvormig differentieel...